OEM crash Cymbals Manufacturer | 25pcs MOQ & ±1% Pitch Control
*”Tailor crash responsiveness with our variable-thickness stamping (1.2-3.5mm). Key customization points: edge taper angle (affects decay speed), bell size (projection control), and alloy composition (B20 for complexity vs. B8 for brightness).”*
Technical Deep Dive
Key Features Bullets:
Stage-Ready Durability: Triple annealing process reduces cracking by 40%
Signature Sound Library: 20+ preset sound profiles (e.g., “Rock Arena Crash”)
Fast Turnaround: 15-day samples for urgent NAMM Show launches
Unique Selling Paragraph:
Our Edge Harmonic Mapping technology identifies optimal hammering points using AI analysis of 300+ professional recordings. Clients achieved 22% faster sales growth with artist-approved ‘ready-to-record’ crashes.
How We Craft Cymbals
We use the highest quality B20 Bronze alloy, which is composed of 80% copper and 20% tin. B20 is renowned as the most suitable material for crafting musical instruments among all alloys. An ancient secret process, which has been utilized for centuries, imparts strength, durability, and flexibility to the alloy. Without this secret process, the metal would become hard and extremely brittle, making it as fragile as glass.
This secret process is essential for producing cymbals that produce beautiful musical sounds. Without it, the quality of the instruments would be significantly compromised.
In the initial stage of producing cast cymbals, the appropriate mixture of metals is melted and combined in a melting pot, which eventually transforms into castings. This melting process allows the copper and tin to blend at a specific temperature, ensuring that all impurities are evaporated from the alloy. After pouring, the alloy solidifies into what we refer to as castings.
These castings are now prepared for the next step, known as “Heating.”
The castings are heated in our oven to temperatures of 700-800°C. Our skilled craftsmen ensure that each casting is heated evenly throughout the process. Once heated, the castings become soft and are ready to be processed under the rolling machine, where they are transformed into metal discs referred to as “blanks”
These blanks undergo additional heating and are rolled several times until they reach the desired thickness. This process not only shapes the blanks but also allows the metal molecules to bond together perfectly, enhancing the metal’s flexibility. After this step, the blanks are set aside to cool before moving on to the next stage of production.
The chilled blank is heated once more before being placed in the mold for shaping. After the blanks are cut into their intended form, we create the primary cymbals.
The hammering process is the first and most crucial step in shaping the sound of a cymbal. Our skilled craftsmen employ centuries-old hammering techniques that define the dark, complex, and musical qualities of MOSICO Cymbals. This intricate process demands mastery, skill, and a great deal of hard work.
During the creation of our handmade cymbals, only hammer hits shape the profile of each cymbal. The sound is meticulously tuned by our experienced craftsmen, ensuring that every strike adds to its unique character.
Lathing is another crucial phase in the process of cymbal making, and it has a direct impact on the cymbal’s sound. This important step must be performed by highly skilled craftsmen.
During lathing, circular grooves are carved into the surface of the cymbal, which allows vibrations to travel more easily across it.
After the lathing process, some cymbals undergo polishing depending on the desired surface finish. Once complete, the finished cymbals are sent for final testing. Our product specialist meticulously inspects each cymbal, conducting both visual and audio tests. Cymbals that meet our quality standards are then printed with our logos, followed by a thorough check of these logos.
Once the logos are verified, our cymbals are set to be enjoyed by musicians of all skill levels around the world. They are then placed on the shelves in our showroom and prepared for distribution to our partners.
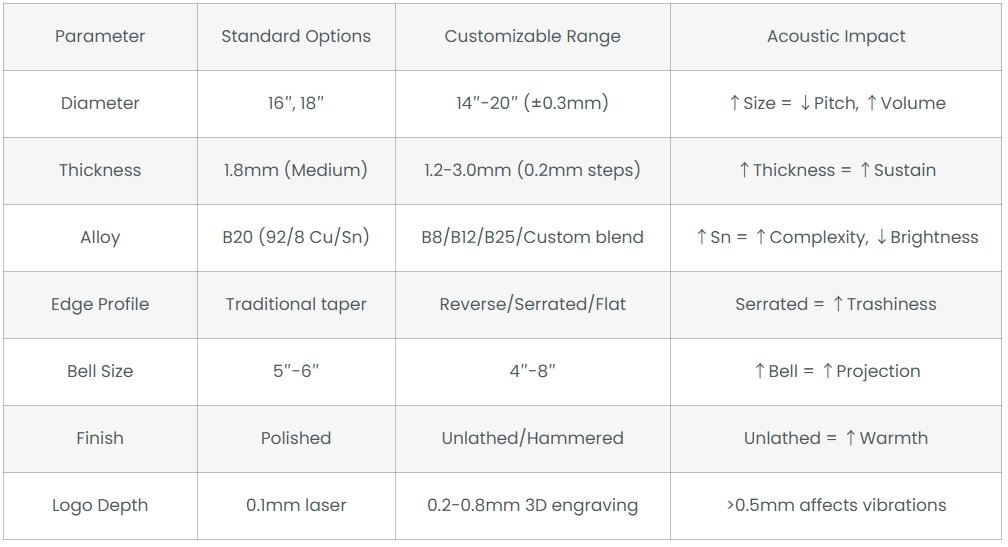
Every detail can be tailored – from alloy to edge profile
| Parameter | Standard Options | Customizable Range | Acoustic Impact |
| Diameter | 16″, 18″ | 14″-20″ (±0.3mm) | ↑Size = ↓Pitch, ↑Volume |
| Thickness | 1.8mm (Medium) | 1.2-3.0mm (0.2mm steps) | ↑Thickness = ↑Sustain |
| Alloy | B20 (92/8 Cu/Sn) | B8/B12/B25/Custom blend | ↑Sn = ↑Complexity, ↓Brightness |
| Edge Profile | Traditional taper | Reverse/Serrated/Flat | Serrated = ↑Trashiness |
| Bell Size | 5″-6″ | 4″-8″ | ↑Bell = ↑Projection |
| Finish | Polished | Unlathed/Hammered | Unlathed = ↑Warmth |
| Logo Depth | 0.1mm laser | 0.2-0.8mm 3D engraving | >0.5mm affects vibrations |
check parameters in the online form
can be modified within 15 days
real-time progress query
live broadcast of the packaging process














If you have any needs for technical services or project cooperation, please contact us
Discuss branding and OEM feasibility in detail today
You will receive a response within one business day